| PowerMILL 2012 R1更新資訊 |
| |
| |
|
| |
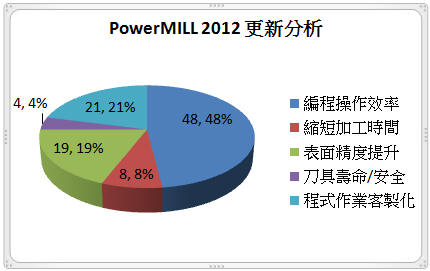 |
編程操作效率 - 介面操作更簡易、移動下刀點批次處理、殘料模型工具列
、Z層加工高度限定.....etc
縮短加工時間 - 改善再次粗加工路徑的斷續與提刀、階梯餘料再加工、極座標加工控制.....etc
表面精度提升 - 多曲面的UV加工、螺旋參數等距加工、依角度分佈點、葉片加工新增螺旋路徑.....etc
刀具壽命/安全 -各別刀桿/夾頭安全間隙的設定、改善自動干涉的提刀.....etc
程式作業客製化 - 外掛程式應用、圖檔量測工具、更加自動化的Macro巨集應用.....etc
PowerMILL 2012
版本共新增了40項以上的功能應用,整體更新益處達 60% |
|
|
| |
|
|
| |
|
| |
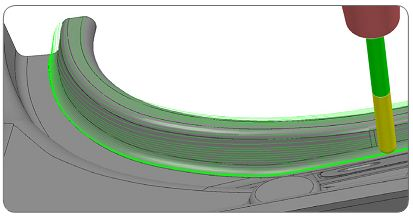 |
流線UV加工是一項新的加工策略,透過參數設定,可加工多曲面區域
來產生等距加工路徑。
優勢:
-
UV等距加工多個曲面和加工倒勾區域
-
使用中間曲線精確控制切削走勢
-
整體表面加工品質提高
|
|
|
| |
|
|
| |
|
| |
|
螺旋參數等距加工是一項新的加工策略,透過參考曲線,即可產生螺旋參數等距路徑。
優點:
-
螺旋等距加工多個曲面和加工倒勾區域
-
使用參考曲線精確控制路徑方向
-
整體表面加工品質提高
|
|
|
| |
|
|
| |
|
| |
|
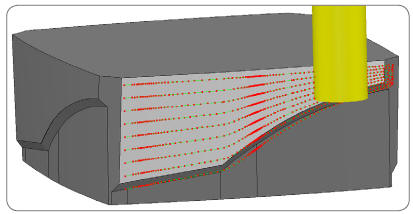
依角度做點分佈的控制,指定點與點之間的刀軸最大移動旋轉角度。
優點:
-
避免路徑的刀軸產生瞬間偏擺,影響表面加工品質 
-
刀具移動更加平順,減少刀具磨損
|
|
|
| |
|
|
| |
|
| |
|
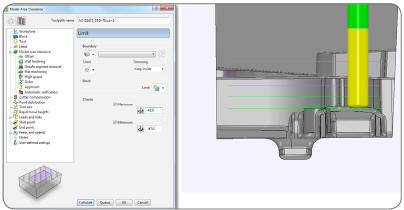
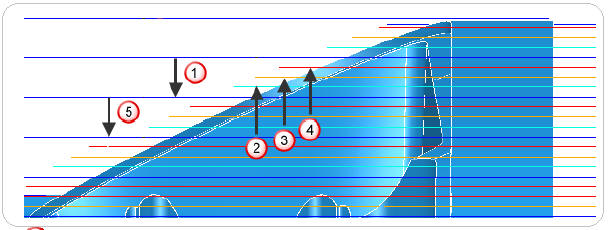
透過頁面的最小與最大Z值來限制,刀具路徑
的Z層高度加工範圍。該功能除了鑽孔外,所有加工工法皆可依Z層限制來加工高度,此功能尤其適合較深的口袋加工。
優點:
-
提升編程效率、
減少重覆性操作
-
粗加工路徑的長短刀具,在
分層加工更易操作控制
|
|
|
| |
|
|
| |
|
| |
|
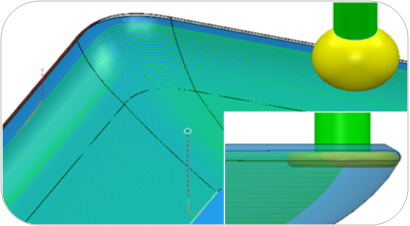
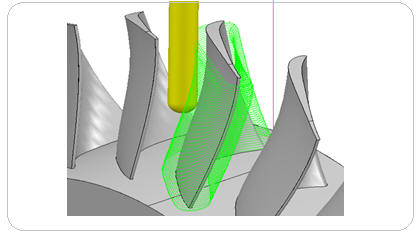
葉片加工策略中新增了螺旋選項,能夠讓葉片產生連續封閉的刀具路徑。
優點:
-
避免加工連結的刀痕問題
-
刀軸做優化平順處理、
獲得更好的表面加工品質
|
|
|
| |
|
|
| |
|
| |
|
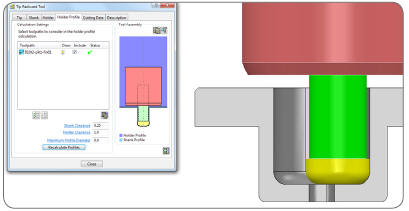
夾頭干涉頁面中,可各別定義刀桿與夾頭間隙的安全值。此功能特別適用於加工直壁面,在使用較小的刀桿間隙時,能夠保有較大的夾頭間隙做檢查。
優點:
-
彈性增加了刀桿夾頭的干涉應用
-
可立即目視檢查干涉區域
|
|
|
| |
|
|
| |
|
| |
|
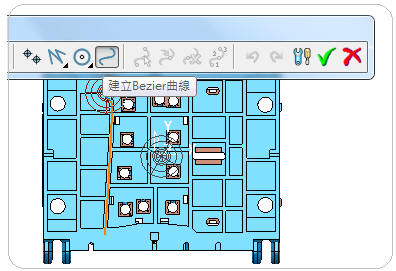
於參考線曲線編輯工具列中新增Bezier曲線,使用者可使用Bezier曲線繪製連續線。
優點:
-
曲線繪製可用於鈑金模座肋的平面加工
-
曲線繪製
適用於依曲線指定刀軸的偏擺設置
|
|
|
| |
|
|
| |
|
| |
|
在工法或任何選單中,可在輸入數值的欄位中點擊右鍵來顯示該工具列,並將測量完的數值自動填入該欄位。量測工具可測量兩點距離、曲線長度、半徑、直徑、角度、單位向量…等。
優點:
|
|
|
| |
|
|
| |
|
| |
|
加工策略對話框選單中,不需再次點擊圖示,即可進行路徑的參數設定。以下的項目可於選單中,直接進行設置:
‧素材
‧刀具
‧刀軸
‧進退刀與連結
優點:
|
|
|
| |
|
|
| |
|
| |
|
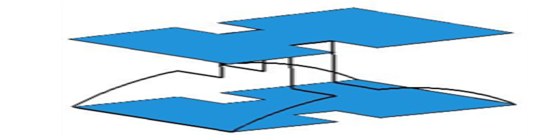
PowerMILL2012新增依邊界端點來建立平面。透過該功能可在邊界頂部或底部快速建立合於邊界輪廓的平面。
|
|
|
| |
|
|
| |
|
| |
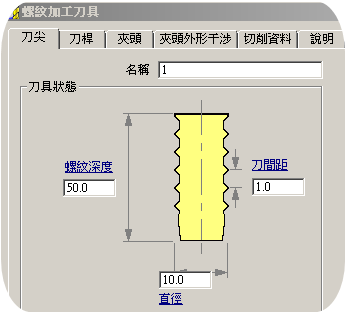 |
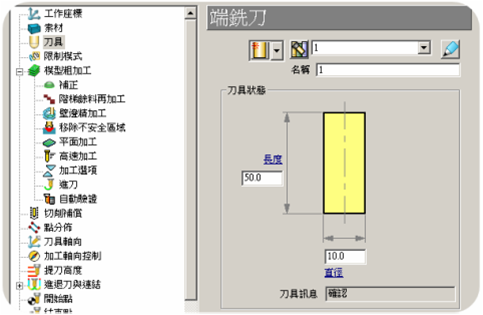
PowerMILL2012在刀具建立選項新增螺紋刀,此刀具與攻牙刀不同的地方在於可獨立設定刀間距。 |
|
|
| |
|
|
| |
|
| |
|
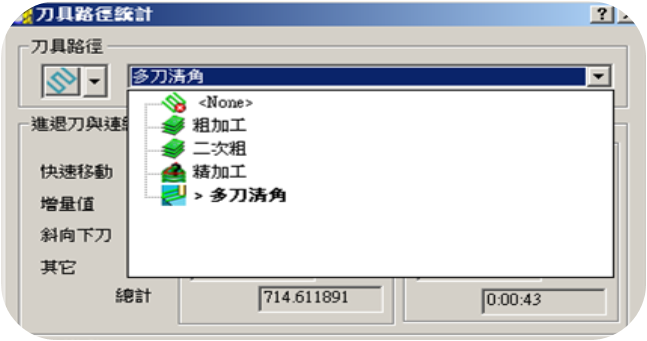
新增刀具路徑/NC程式切換按鈕,並可直接選取欲顯示統計資料的刀具路徑/NC程式,無須切換作動路徑,減少操作步驟。 |
|
|
| |
|
|
| |
|
| |
|
位置選單 新增圓弧、之間頁面,允許使用者擷取圓弧中心或連接兩點之間的任意位置。 |
|
|
| |
|
|
| |
|
| |
|
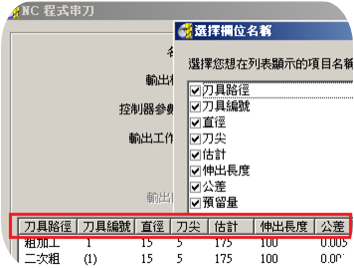
使用者可自行定義NC程式選單-刀具路徑參數,並且可以任意調整參數位置。 |
|
|
| |
|
|
| |
|
| |
|
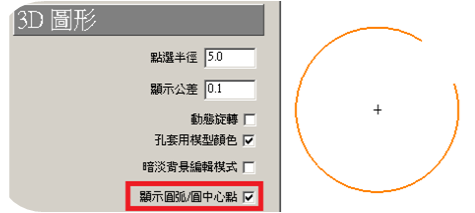
工具 >選項 >檢視 >3D圖形新增「顯示圓弧中心點」。勾選該選項,可顯示參考線、邊界、模型上的圓弧/圓-中心點。 |
|
|
| |
|
|
| |
|
| |
|
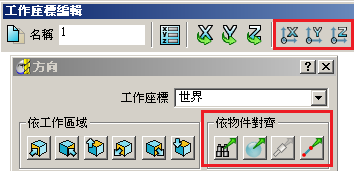
PowerMILL2012方向向量對話框新增對齊項目,使用者可依照所需,將方向向量對齊視角、幾何圖素、刀具或線段,此功能特別適用於定軸加工。
|
|
|
| |
|
|
| |
|
| |
|
透過Macro巨集能夠讓PowerMILL更加自動化。使用PowerMILL巨集能夠完成:
.快速控制PowerMILL參數
.編寫顯示提示對話框
.使用IF/THEN判斷式產生架構
.依系統架構進行邏輯運算
.可進行參數配置 |
|
|
| |
|
|
| |
| PowerMILL 2012 R2更新資訊 |
|
| |
| |
|
| |
|
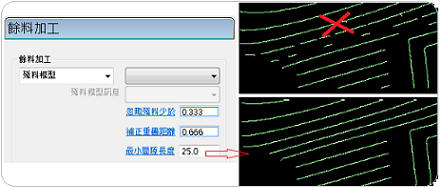
再次粗加工透過最小加工間隙長度的設定,可將原本產生斷續提刀的路徑做連續性的加工。
縮短路徑編輯與加工時間,提升1倍的效益。
優點:
|
|
|
| |
|
|
| |
|
| |
|
模型粗加工新增階梯餘料再加工選項,於原本粗加工路徑切層再額外插入,每層不同下刀間距的刀具路徑。
優點:
|
|
|
| |
|
|
| |
|
| |
|
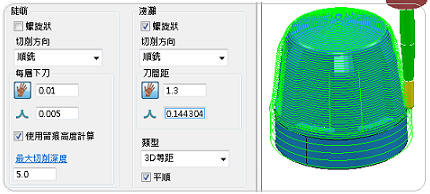
陡峭淺灘加工已將參數整合同一設定頁面以方便定義,並且新增留痕高選項。
優點:
-
提升編程效率、
減少頁面操作
-
留痕高定義可減少加工時間和提升表面加工品質
|
|
|
| |
|
|
| |
|
| |
|
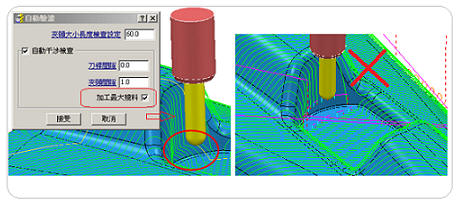
自動驗證對話框新增加工最大餘料選項。透過該選項能夠避免因為自動驗證,所造成的路徑不連續或是提刀動作。
優點:
|
|
|
| |
|
|
| |
|
| |
|
極座標加工控制,透過該功能可將五軸的Table- C軸取代X軸或Y軸進行3軸旋轉加工,使用者亦可自行將X軸或Y軸
方向作鎖定。
優點:
例如: 機台沒有Y軸向的加工或床台長寬上Table範圍的旋轉限制 |
|
|
| |
|
|
| |
|
| |
|
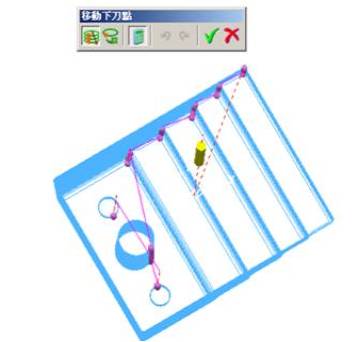
移動下刀點工具列新增批次處理選項,使用者可進行多處批次編輯,避免在做多次移動下刀點時,需要每次偵測過切連結。
優點:
|
|
|
| |
|
|
| |
|
| |
|
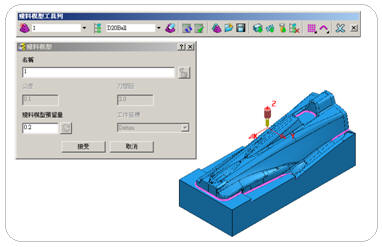
透過該工具列可以快速編輯殘料模型參數,如:公差與刀間距;也可快速選取作動殘料模型、並且支援背景運算。
優點:
|
|
|
| |
|
|
| |
|
| |
|
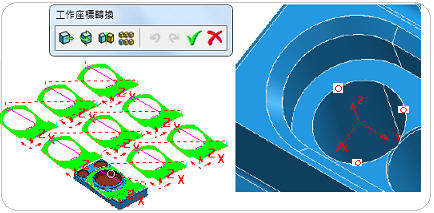
新增工作座標轉換工具列,透過該工具列可針對 作動的座標進行移動、旋轉、鏡射、陣列複製等功能。
另外新增三點圓弧定座標,使用者可將工作座標定義在圓弧中心上。
優點:
|
|
|
| |
|
|
| |
|
| |
|
機台模擬新增透明度拖曳桿,可針對機台各個部件,各別調整不同的透明度。
優點:
|
|
|
| |
|
|
| |
|
| |
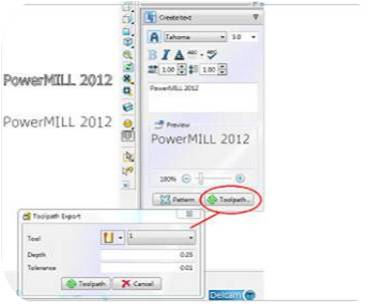 |
透過 VB.NET or C Sharp 開發之客製化程式,可外掛程式至PowerMILL視窗中。左圖為客製化的文字加工應用,可選擇任何字型,切換單雙線字體,直接產生參考線或產生路徑程式。
優點:
|
|
|
| |
|
|
| |
|
| |
|
巨集除錯指令,可快速搜尋並標示巨集中錯誤的位置所在。
優點:
.逐行偵測錯誤
.可設置斷點
.巨集暫停時可透過工作視窗編修
.可忽略指定行數的代碼 |
|
|
| |
|
|
| |
|
| |
|
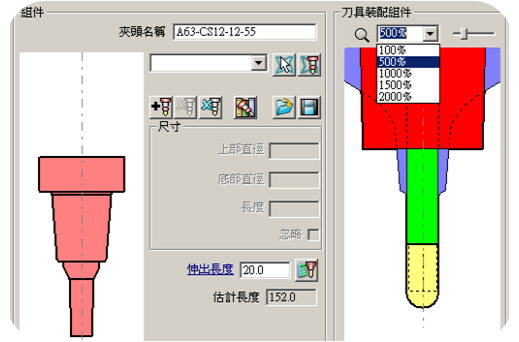
檢視刀具配置圖的視窗,新增可做平移或縮放,以放大觀看刀桿/夾頭的干涉區域
優點:
|
|
|
| |
|
|
| |
|
| |
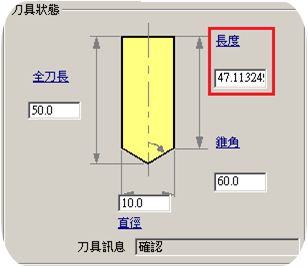 |
可以直接輸入鑽孔刀具的全刀長與不含刀尖的刃長
|
|
|
| |
|
|
| |
|
| |
|
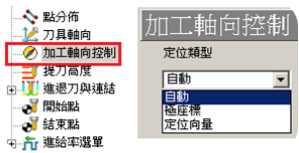
新版將刀具軸向頁面的次頁-定位向量去除
並將定位向量與新增的極座標合併為加工軸向控制
|
|
|
| |
|
|
| |
|
| |
|
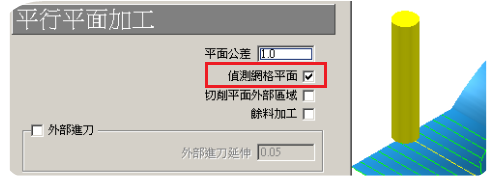
使用者利用平面加工策略產生路徑時,可用於網格模型上
|
|
|
| |
|
|
| |
|
| |
|
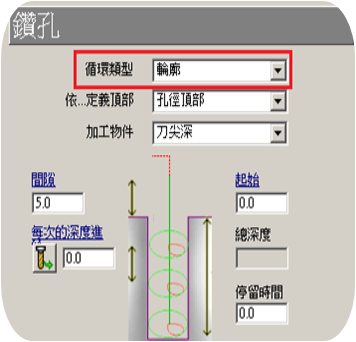
鑽孔加工新增輪廓選項,可以針對特徵快速產生由孔中心進退刀的螺旋輪廓刀具路徑。
使用時必須取消鑽孔循環選項
|
|
|
| |
|
|
| |
|
| |
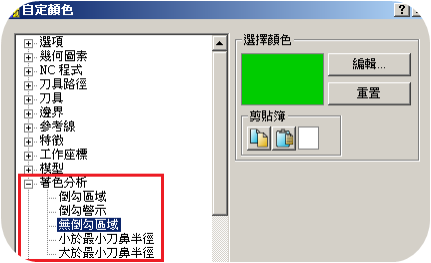 |
自訂顏色功能新增著色分析選項,使用者可以依照個人喜好定義著色分析所用顏色 |
|
|
| |
|
|
| |